






Our Products






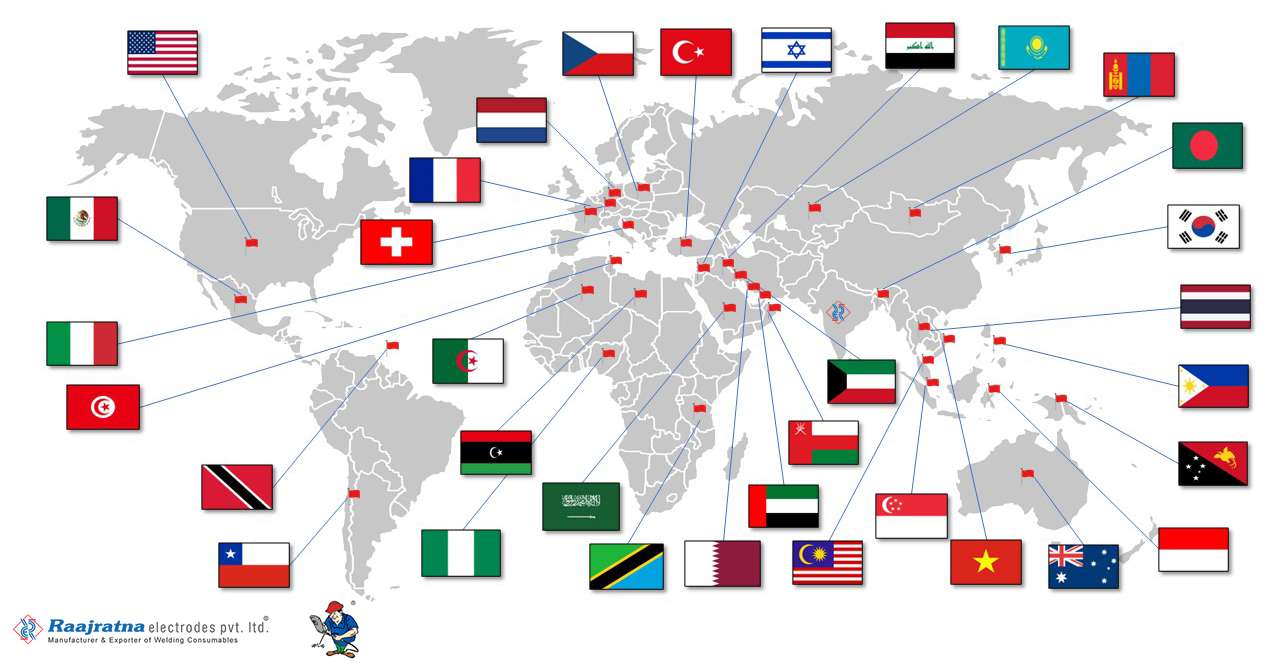
Our Global Presence
Raajratna Electrodes Pvt. Ltd. has established a strong footprint across the globe, supplying superior-quality welding consumables to diverse industries in multiple countries. Backed by international and national approvals, our products meet stringent global standards, making us a trusted partner for clients in sectors such as railways, automotive, shipbuilding, oil and refineries, construction, defense, pipelines, and heavy fabrication. Our consistent commitment to quality, innovation, and customer satisfaction has enabled us to build lasting relationships and expand our presence in key international markets.
International & National Approvals
We take pride in holding prestigious certifications and approvals from globally recognized organizations, ensuring our products meet the highest standards of quality, safety, and reliability.














Awards & Certifications
Raajratna Electrodes Pvt Ltd. has been awarded with the “Star Performer Award” by Engineering Export Promotion Council, India for its outstanding Export Performance during 2010-11 in the Western Region. The award was received by Mr. Ashok T. Sanghvi, MD of Raajratna Electrodes Pvt. Ltd.






Industries We Serve
Powering progress
across sectors.






Our Clients








